यह सबसे बड़ा अंतर है कि कैसे पिघला हुआ धातु को कम दबाव वाले कास्टिंग प्रक्रिया और गुरुत्वाकर्षण डाई कास्टिंग प्रक्रिया के लिए मोल्ड्स के गुहाओं में पेश किया जाता है।
मेंकम दबाव डाई कास्टिंग प्रक्रिया:

एल्यूमीनियम पानी को एक शॉट कक्ष में रखा जाता है।
एक हाइड्रोलिक तंत्र तो धीरे-धीरे और सुचारू रूप से जाने वाले धातु को गुहाओं में दबाव डालते हैं।
जब गुहाएं भरी होती हैं, तब तक ठोस होने तक बनाए रखने के लिए अभी भी पर्याप्त दबाव होता है।
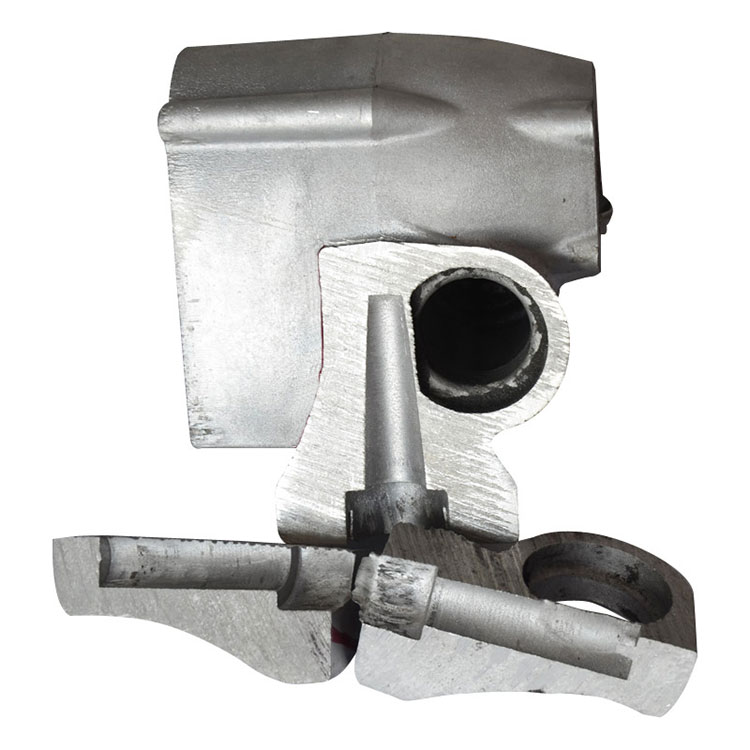
उसके बाद, घटक को मोल्ड से बाहर निकाल दिया जाता है। एक कम दबाव डाई कास्टिंग हिस्सा नीचे है
मेंग्रेविटी डाई कास्टिंग प्रक्रिया:

एल्यूमीनियम पानी को डिग्री रखने के लिए भट्ठी में रखा जाता है
जब मोल्ड तैयार हो जाता है, तो इसे भट्ठी से एक बर्तन द्वारा गुहाओं के शीर्ष छेद से डाला जाता है।
गुरुत्वाकर्षण स्वाभाविक रूप से एल्यूमीनियम पानी को नीचे की ओर खींचता है, जिससे उन्हें गुहा में फैलने की अनुमति मिलती है।
जमने के बाद, मोल्ड को खोला गया और भाग को मोल्ड से हटा दिया गया। अब गुरुत्वाकर्षण डाई कास्टिंग भाग समाप्त हो गया है।
इसलिए आपके भागों के लिए, हम गुरुत्वाकर्षण डाई कास्टिंग पर कम दबाव डाई कास्टिंग की सलाह देते हैं।
Xuxing कास्टिंगकम प्रेशर डाई कास्टिंग के लिए 3500 वर्ग मीटर की सुविधा घर और 2 उत्पादन लाइनें हैं, हर महीने सभी प्रकार के कास्टिंग भागों से अधिक की आपूर्ति कर सकते हैं। उद्धरण और टूलींग डिजाइन से लेकर कास्टिंग और तैयार मशीनिंग तक, हम आपके साथ हर चरण में काम कर सकते हैं। हम उद्योगों की विस्तृत श्रृंखला से बड़े निगमों से छोटे और midsize oems तक सेवा करते हैं। हमारे उत्पादों में शामिल हैं: मोटर वाहन और ट्रकिंग, इलेक्ट्रिक उपयोगिता और संचार, मीटरिंग सिस्टम, हाइड्रोलिक उद्योग, चिकित्सा उपकरण, प्रकाश व्यवस्था, ईंधन और गैस दबाव।